W rzeczywistym procesie spawania, aby uniknąć niebezpieczeństwa podczas pracy robota, operatorowi nie wolno ani nie powinien wchodzić do obszaru roboczego robota, tak aby nie mógł on monitorować procesu spawania w czasie rzeczywistym i dokonywać niezbędnych regulacji. Dlatego, gdy warunki się zmienią, na przykład wystąpi błąd wymiarowy i odchylenie położenia przedmiotu obrabianego podczas procesu spawania i montażu oraz odkształcenie przedmiotu obrabianego podczas nagrzewania, położenie złącza odchyli się od ścieżki nauczania, co może spowodować pogorszenie jakości spawania lub nawet jego niepowodzenie.


Kiedy należy wyposażyć robota spawalniczego w wizję laserową?
W spawaniu łukowym, jeśli nie można zagwarantować dokładności spawania do ±0,3 mm, należy rozważyć zastosowanie pozycjonowania laserowego lub śledzenia laserowego. Aby wybrać system śledzenia spoiny z laserową wizją, należy najpierw sprawdzić, czy nie koliduje on z mocowaniem narzędzi, a następnie, czy wpłynie na czas spawania. Jeśli nie, laser można w pełni zintegrować ze stanowiskiem roboczym robota.
Podstawowa zasada kontroli śledzenia spoin spawalniczych za pomocą wizji laserowej
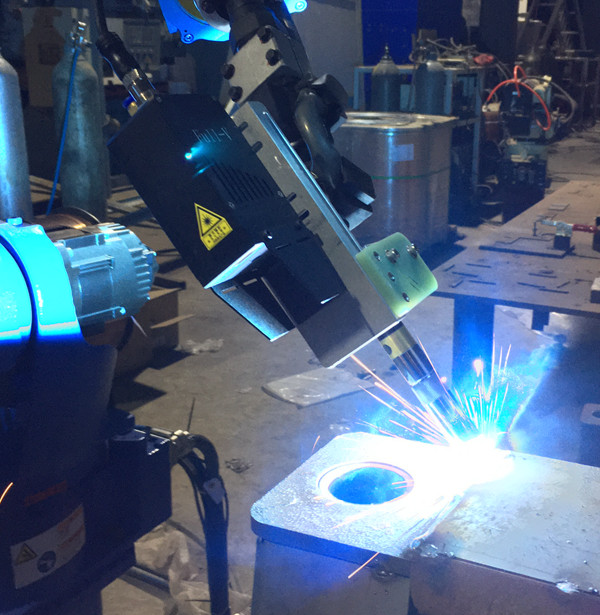
Podstawowa zasada laserowego śledzenia spoiny opiera się na metodzie pomiaru trójkąta laserowego. Laser emituje liniowe światło laserowe na powierzchnię przedmiotu obrabianego, a po odbiciu rozproszonym, kontur lasera jest odwzorowywany na matrycy CCD lub CMOS. Sterownik przetwarza i analizuje zebrane obrazy, aby uzyskać położenie spoiny, które jest następnie wykorzystywane do korygowania trajektorii spawania lub prowadzenia spoiny.
Czym jest śledzenie laserowe?
Śledzenie laserowe wykorzystuje czujnik wizyjny do wykrywania spoiny z wyprzedzeniem, zanim palnik spawalniczy , i oblicza współrzędne położenia punktu pomiarowego czujnika poprzez wstępnie skalibrowaną relację położenia między czujnikiem wizyjnym a palnikiem. Podczas procesu spawania obliczana jest pozycja robota i położenie czujnika. Pozycje detekcji są porównywane i obliczana jest odchyłka położenia odpowiedniego punktu. Gdy uchwyt spawalniczy, pozostający w tyle za linią lasera, osiągnie odpowiednią pozycję detekcji, odchylenie jest kompensowane do aktualnej trajektorii spawania, aby osiągnąć cel, jakim jest korekta trajektorii spawania.
Czym jest pozycjonowanie laserowe?
Pozycjonowanie laserowe to proces polegający na użyciu czujnika laserowego do wykonania pojedynczego pomiaru mierzonej pozycji i obliczenia położenia punktu docelowego. Zazwyczaj, gdy w przypadku krótkiej spoiny lub gdy użycie śledzenia laserowego zakłóca działanie uchwytu narzędziowego, spoina jest korygowana za pomocą pozycjonowania laserowego. W porównaniu ze śledzeniem laserowym, funkcja pozycjonowania laserowego jest stosunkowo prosta, a jej wdrożenie i obsługa są wygodniejsze. Jednakże, ponieważ najpierw następuje wykrywanie, a następnie spawanie, pozycjonowanie nie nadaje się do spawania elementów o dużych odkształceniach termicznych i nieregularnych spoinach, które nie są liniami prostymi lub łukami.
Czas publikacji: 22 października 2022 r.